Fused Deposition Modeling(FDM) is an additive manufacturing process that belongs to the material extrusion family. In FDM, an object built by selectively depositing melted material in a pre-determined path layer-by-layer.
 All uploads are secure and confidential.
All uploads are secure and confidential.

On time Performance

Contries

Machines

Customers

Defect Rate

ISO Certification
Fused deposition modeling (FDM) 3D printing, also known as fused filament fabrication (FFF), is an additive manufacturing (AM) process within the realm of material extrusion. FDM builds parts layer by layer by selectively depositing melted material in a predetermined path. It uses thermoplastic polymers that come in filaments to form the final physical objects.
| FDM Capabilities | |
|---|---|
| Maximum Printing Size | 1000×610×610mm |
| Lead Time | 4 Business Days |
| Tolerance | ± 200μm or 0.2%mm |
| Minimum Layer Thickness | 0.254 mm |
* For expedited lead times or parts that exceed the maximum printing size contact hello@wenext.com
Below is available materials for FDM 3D printing.

https://oss.wenext.com/cms/images/services/3d/fdm/material-fdm-advantages.png
ABS-M30
https://oss.wenext.com/cms/images/services/3d/fdm/material-fdm-asa-advantages.png
ASA
Design Rules
Design Guidelines for SLM
| Material | AlSi10Mg | SUS316L | |
|---|---|---|---|
| Supported & Unsupported Wall | Part Size -Minimum Wall Thickness |
5*5mm - 0.4mm 10*10mm - 0.4mm 50*50mm - 0.5mm 100*100mm - 0.8mm 200*200mm - 1mm |
5*5mm - 0.3mm 10*10mm - 0.5mm 50*50mm - 1.2mm 100*100mm - 2mm 200*200mm- / |
| Minimum Hole Diameter | Materials Diameter (vertical) | 0.5mm | 0.5mm |
| Minimum Escape Hole Diameter | Recommendation | > 2.0 mm Diameter | > 2.0 mm Diameter |
|
Minimum Vertical Post Thickness |
Supported Post | 0.5mm | 0.5mm |
| Unsupported Post | 0.5mm | 0.5mm | |
| Width | 0.2-0.3mm | 0.2-0.3mm | |
| Minimum Embossed Detail | Height | 0.2mm | 0.2mm |
| Distance | 0.3mm | 0.3mm | |
|
Minimum Engraved Detail |
Width | 0.8mm | 0.8mm |
| Height | 0.5mm | 0.5mm |
Not sure about which process is the correct one for your part design? Download our 3D Printing Design Guidelines
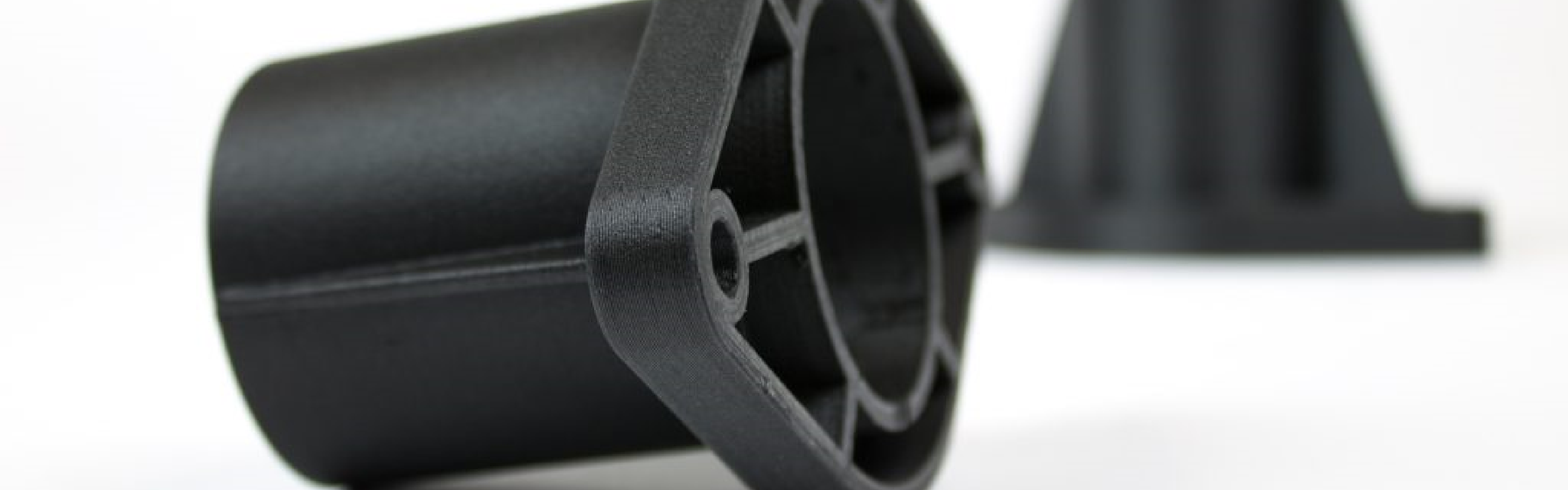
Take a look at FDM prototypes.



We offer a variety of post-processing options to cater for different needs.
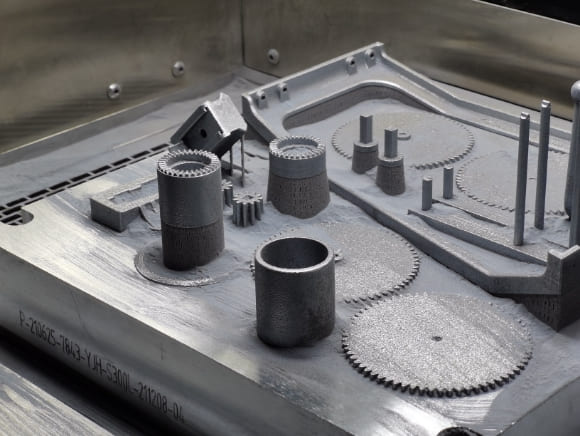
Part Unloading
When printing process is finished, the printed parts are surrounded by un-melted metal powders, which means it is necessary to separate the printed parts from the un-melted powders and remove the condensates and bigger semi-melted particles. This process is called part unloading that can be done either manually on the machine or through a vacuum powder conveyor module which prevents direct contact from the powder.
Depowdering
Heat Treatment (Annealing)
Part Cut-off
Support Removal
Machining
Surface Finishing (Sand-Blasting)
Inspection
From Idea to Products

Stay in Contact:


Copyright © 2023 Wenext, All Rights Reserved
This website uses cookies for better personalized services. By using our websites, you agree to this use. Privacy Policy
We use cookies to improve your experience, check out Privacy Policy.



